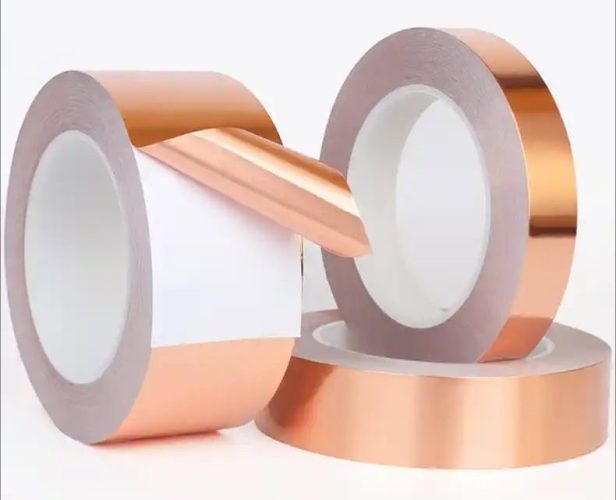


金属冲压是一种利用冲压模具在压力机的作用下,对金属板材(含钢片)施加压力,使其发生塑性变形或分离,从而获得所需形状、尺寸和性能的零部件的塑性加工方法,钢片冲压作为金属冲压的核心分支,特指以各类钢材薄片为加工基材的冲压工艺,是机械制造领域中应用最广泛的加工方式之一。其核心特点是加工效率高、尺寸精度高、材料利用率高,且能批量生产形状复杂的零部件,无需复杂的切削加工,可大幅降低生产成本。
钢片冲压(金属冲压)的应用范围极为广泛,覆盖国民经济多个领域。在汽车工业中,是核心加工工艺之一,用于生产车身覆盖件(如车门、引擎盖)、底盘零部件、内饰件、车架连接件等,几乎占据汽车零部件总量的60%以上;在电子电器行业,用于制造家电外壳、散热片、接线端子、继电器触点、手机机身及内部结构件等;在五金制品领域,可生产五金配件、厨具、刀具、紧固件(如螺丝、螺母)等;此外,在航空航天、国防军工、医疗器械、轨道交通等领域也有重要应用,用于制造飞机零部件、弹药外壳、医疗设备配件、轨道连接件等。
钢片冲压(金属冲压)的使用设备主要以压力机(冲床)为主,根据加工需求可分为不同类型。按驱动力可分为机械压力机、液压压力机、气动压力机,其中机械压力机凭借加工速度快、精度高的优势,广泛应用于批量生产;液压压力机则适合加工厚板、大尺寸或形状复杂的零件,压力输出平稳,可实现无级调速。按结构形式可分为开式压力机和闭式压力机,开式压力机操作便捷、成本较低,适合中小型零件加工;闭式压力机刚性好、精度高,适合大型、高精度零件的冲压加工。此外,还有专用冲压设备,如连续模冲床、多工位冲床,可实现多道工序连续加工,进一步提升生产效率。
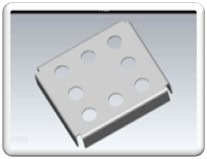
模具是钢片冲压(金属冲压)的核心工具,其结构和精度直接决定冲压件的质量和加工效率,冲压模具通常由上模和下模两部分组成。上模固定在压力机滑块上,随滑块上下运动;下模固定在压力机工作台上,用于定位和支撑金属板材。模具主要包括凸模、凹模、导向机构、定位机构、卸料机构等关键部件:凸模负责冲压成型或冲裁,凹模与凸模配合完成零件的形状加工,导向机构保证上下模精准对齐,定位机构确保板材在加工过程中位置准确,卸料机构则用于将冲压完成的零件从模具上脱离。根据加工工艺的不同,冲压模具可分为冲裁模(用于下料、冲孔、切边)、弯曲模(用于将板材弯成所需角度和形状)、拉深模(用于将板材拉伸成杯状、筒状等空心零件)、成型模(用于复杂形状的整形、压印)等,复杂零件的冲压往往需要多套模具配合完成多道工序。
总体而言,钢片冲压(金属冲压)是一种高效、经济、高精度的金属加工工艺,依托专用设备和模具,实现了金属板材的快速成型,成为现代制造业中不可或缺的核心加工方式,其发展与汽车、电子、航空航天等行业的发展深度绑定,推动着零部件制造向轻量化、高精度、批量化方向发展。